
我们的现场实拍视频将带您走进【螺旋管】1.5寸镀锌圆管认准大品牌厂家产品的世界,产品视频细节之美一览无余!
以下是:【螺旋管】1.5寸镀锌圆管认准大品牌厂家的图文介绍

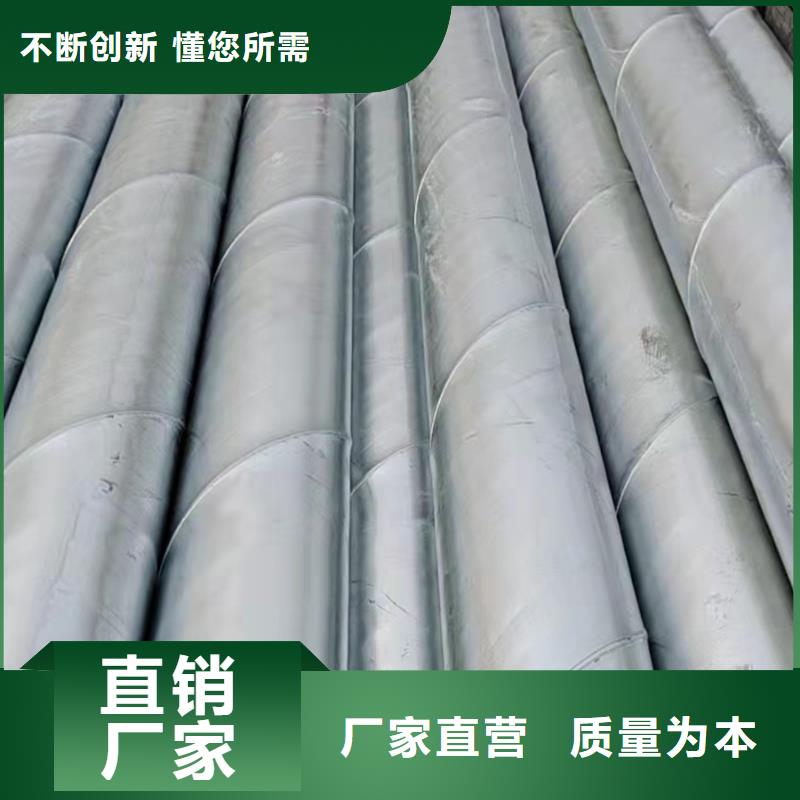
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,螺旋管而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
螺旋管厂介绍其主要的工艺特点:
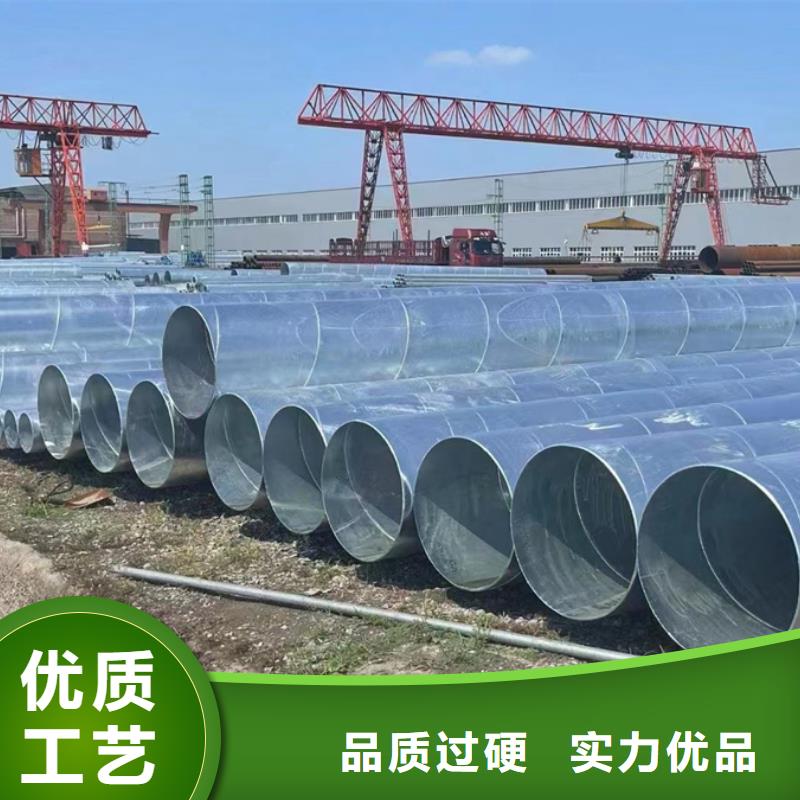
1.螺旋管成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。


2、螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
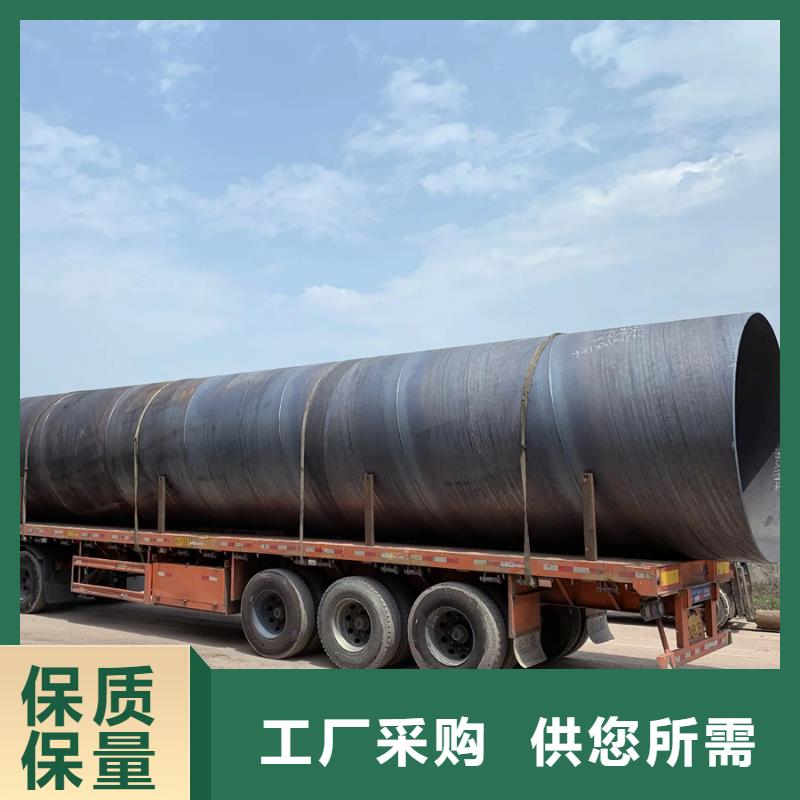
3、螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。



聚旺物资(东营市分公司)集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、价格公道的 无缝管产品,服务于国内外市场。我们决心把公司建成 无缝管行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。



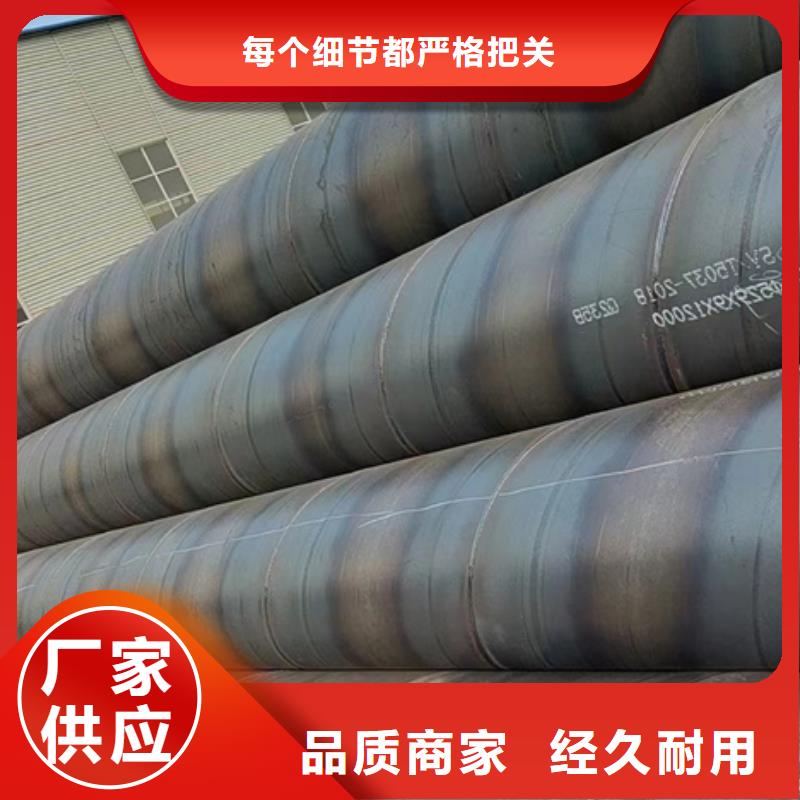
4、螺旋管焊渣的卷入:卷入焊渣就是在焊缝金属中,残存一部分焊渣。
5、螺旋管焊透度不佳:内外焊缝金属重叠度不够,有时未焊透。这种情况叫做焊透度不足。
6、螺旋管咬边:咬边是沿着焊缝中心线,在焊缝边部出现V形沟槽。咬边是在焊速、电流、电压等条件,不适当的情况下产生的。其中焊接速度太高要比电流不适合,更容易引起咬边缺陷。
螺旋管表面清洗的方法介绍:
1、螺旋管清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不克不及去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。


